This article is a review of a Condair whitepaper document entitled ‘10-point guide to improving productivity with humidity in food manufacturing, which can be downloaded here.
Improving food productivity with humidity
Managing the water content of food products is a vital strategy in maximising yield and maintaining quality. The main factors that influence the volume and speed of water movement from and into food produce are the relative humidity of the surrounding atmosphere and the duration of exposure. This makes humidity control vital.
The most common requirements for humidity control in food production facilities – across both humidification and dehumidification – include:
Preventing surface drying: Moisture loss from the surface of food products can cause a skin or a crust to form and this can dull the appearance of a product. Also, if a product experiences any subsequent dimensional changes, this outer layer can split, resulting in a cracked appearance.
Preventing evaporative losses: Moisture evaporation from produce can have many detrimental effects – if product is sold by weight it will result in an immediate reduction in yield. Alongside this product quality, appearance and shelf life can all be impaired through moisture loss.
Suppressing airborne pollutants: Food production environments can have significant amounts of airborne contamination – for example flour or sugar.
Maintaining a mid to high level humidity will cause airborne pollutants to adhere together and precipitate out of the atmosphere more readily, keeping the air cleaner and the environment safer for staff.

Maintaining the correct air humidity in wet food production areas will reduce condensation forming on ceilings, walls and objects in the room. This is important for HACCP regulations and for providing a safe and healthy working environment.
Preventing static: Air with a humidity of 55%RH or more will act as a natural conductor for electrical charge. This is an effective way of preventing static in food manufacturing environments. Static can cause issues for susceptible products such as wafers, or associated elements such as packaging.
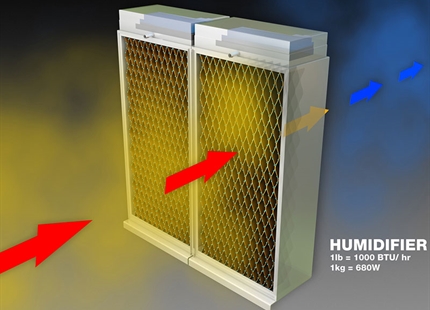
Providing air cooling: Cold water humidifiers will provide 680W of evaporative cooling to the air for every 1kg of evaporated water. As a humidification system can provide hundreds of kilos of moisture per hour at low operating and energy cost, they can provide an economic method to cool a large production area.
Condensation control: Maintaining the correct air humidity in wet food production areas will reduce condensation forming on ceilings, walls and objects in the room. This is important for HACCP regulations and for providing a safe and healthy working environment.
Improving coating and drying: Production processes that involve product drying, cooling or coating can all be affected by the humidity of the air. Maintaining the optimum environment will improve the speed of these processes and reduce waste.
The right levels
The ideal air humidity will depend on the objectives of the application and the moisture content of the product. If the objective is to prevent evaporative losses from a product and maintain its weight, the air humidity level is determined based upon the ideal internal moisture content of the product.
An equilibrium needs to be maintained between the product and the atmosphere, at a level that prevents moisture being transferred from product to air or vice versa. This internal moisture content is often referred to as the equilibrium moisture content (EMC).

Humidification systems can introduce moisture directly to a room or into a central air handling unit (AHU). To introduce water to the air it can be boiled and released as steam, evaporated from a wet surface, or turned into an aerosol.
Many food production environments require a specific humidity level to facilitate a reaction or effect. In bread production, humidity control during dough proofing will prevent a skin from forming on the dough. While at a later stage in the production, humidity control during oven baking slows moisture evaporation to maintain an optimum baking time, as well as determining the properties of the crust.
Once an ideal air humidity level has been determined it is necessary to calculate whether you need to add moisture (humidify) or remove moisture (dehumidify) to maintain this. A psychrometric calculation can determine the difference in air moisture relative humidity condition to the desired condition. This takes into account the volume of air involved, the start and end air conditions and all external factors that influence the air. These external factors could include the number of air exchanges an area experiences, the outside air’s temperature and humidity, and any existing available sources of moisture in the area.
This calculation should be carried out by a humidity control professional. It will result in a volume of moisture per hour that needs to be added or removed from the atmosphere which then determines the size of the humidifier or dehumidifier needed. It is important to remember that even when a production area’s humidity level is at a supposedly optimum condition, a temperature difference between produce and air can cause production issues with either evaporative losses or moisture gain. The greater any temperature difference is, the greater this negative effect.
Humidifier options
Humidification systems can introduce moisture directly to a room or into a central air handling unit (AHU). To introduce water to the air it can be boiled and released as steam, evaporated from a wet surface, or turned into an aerosol.
Steam humidifiers are frequently used for small or medium sized facilities, if particularly close humidity control is required or for specific applications, such as ovens, where a steam pipe provides a more practical solution.
Evaporative humidifiers are typically used in AHUs and offer high output and low energy operation. Air passing through the AHU travels through a moist evaporative cassette, absorbing water is it does so.
Spray humidifiers are often used in larger commercial or refrigerated areas. Spray systems can either pressurise the water with a pump to create an aerosol, which is released from a series of nozzles, or combine it with a compressed air supply to atomise the water.
Ultrasonic humidifiers use a rapidly oscillating diaphragm submerged in water to create a mist. This is dispersed into the air with a fan. These types of humidifiers are frequently used in refrigerated displays or cold areas, as the mist has a very small droplet size that is readily absorbed by the cold air.
Dehumidifier options
To remove moisture from an atmosphere it can either be condensed out on a cold surface or absorbed by a desiccating substance. In deciding which technology is most appropriate for a food manufacturing application, it is important to consider the required humidity level and the room temperature. Condensing dehumidifiers are ideal for areas that require a humidity of 50%RH or more and ambient temperatures of above 15°C. Below these levels desiccant systems are often more effective.
Hygiene
Any humidity control system used in food production must be capable of maintaining high hygiene standards. Beside concerns around the physical construction of the unit, and ensuring the materials are food grade, the main hygiene consideration is associated with the potential for bacterial build-up in any water system.
As most commercial dehumidifiers send their waste water directly to drain or vent it outside, the potential for microbial growth and release into the atmosphere is minimal. However, humidifiers introduce potentially inhalable droplets into an atmosphere, so the risk associated with these systems should be considered.
Steam humidifiers boil water and produce sterile steam for humidification, so present minimal hygiene risk. Evaporative humidifiers are typically located in an air handling unit (AHU) and do not produce respirable aerosols, so also present little risk to health. It is, however, worthwhile considering whether airborne pollutants, returning from the manufacturing area to the AHU, could be a potential source of nutrients on the surface of the evaporative media and cause unhygienic operation.

Many food manufacturers experience financial losses due to a lack of understanding about a factory’s humidity levels. Losses from production issues are simply accepted as an unavoidable part of the manufacturing process. Investing in humidity control systems can provide rapid return on investment.
Spray and ultrasonic humidifiers should always be run on a potable water supply and include water filters to prevent contaminants from entering the system. Alongside a fresh filtered water supply, the humidifier must incorporate automated flush and drain cycles to ensure water entering the humidifier cannot remain static in pipework during periods of non-operation. Additionally, water treatment systems can be employed to treat the water – either with silver ion or ultraviolet sterilisation. This kills or inactivates any remaining microorganisms.
Any humidification or dehumidification system operated in a commercial premises must be regularly serviced in line with the manufacturer’s recommendations. This should include disinfection of any wetted surface.
Payback time!
Many food manufacturers experience financial losses due to a lack of understanding about a factory’s humidity levels. Losses from production issues are simply accepted as an unavoidable part of the manufacturing process. Investing in humidity control systems can provide rapid return on investment.
Financial benefit will come from the primary objective for the humidity control system. If this is to prevent evaporative losses the calculation can be relatively simple, based upon the expected improvement in yield. It is important to consider whether the improvement in yield is based upon the sales value of the final product or the value of the primary ingredients needed to make up the loss.
Alongside the enhanced yield is there any improvement in the energy or labour costs required as a result of this improved productivity? For example, machine downtime to correct a problem or having to waste a percentage of a production run, can all take its toll on the overall efficiency of a manufacturing operation.
When reviewing the cost of a humidity control system, it is important to consider not just the initial purchase price but also the energy consumption, installation cost, commissioning (if required), routine servicing and whether any consumable components are regularly needed.
This article is a review of a Condair whitepaper document entitled ‘10-point guide to improving productivity with humidity in food manufacturing, which can be downloaded here.